常州公司地址:常州市新北区长江北路26号常州工学院科技产业园
电 话:0519-89880615
手 机:朱先生:13861067373 (7*24小时服务)
传 真:0519-85607393
E-mail:zhufeijun1983@163.com
QQ:624273204 、517715632
发表日期:2017年06月20日 点击击数: 1185 次
1 三坐标测量简介
三坐标测量机是一种通用性强、自动化程度高 的高精度测量系统。对一般的测量软件而言,三坐标测量机的测量过程,可分为以下几个步骤(假设测头校验与坐标系的建立已经完成)。
(1)采集特征点的坐标位置。即通过测头直接触测被测对象、 读取并记录坐标值。
(2)按照“最小条件”对前面测得的特征点进行计算与构建。如果是形状误差,可直接计算出误差值。
(3)如果是位置误差则按照“最小条件”将特征点构建出误差评价所需的点、线、面等基本要素,并用数学的方法计算出各要素间的实际误差,对照图纸判断其是否合格。 在这一过程中,第一步特征点的采集是后续工作的基础,如果有误,构建出的特征要素就不能真实的反映出零件的实际情况,误差计算与评价的结果也就不可信了。因此,特征点的位置、特征点的数量和采集方式对三坐标测量结果有着非常重要的影响。本文就是针对此类问题,对三坐标测量的取点进行了一定程度的实验与讨论,并得出了有益的结论。
2 平面度测量与评价方法
平面度测量是几何量评价的基本内容,是14类 误差测量(直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度、平行度、垂直度、倾斜度、同轴度、对称度、位置度、圆跳动、全跳动)中最基本也是最具有代表性的。按照“最小条件”的要求,平面度误差可以由最小包容区域法、对角线法和三点法来评定。以最小包容区域法为例,只要满足了下列条件中的一条,即可确定平面度误差的大小:
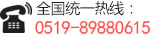
(1)三角形法则。图1(a)为三角形法则。图中点A为凹形实际表面的最高点,a、b、c为3个最低点,A点的投影落在由a、b、c这3点构成的三角形内。在满足这一条件的基础上,a、b、c点确定平面1,过A点做平面2平行于平面1,则平面1与平面2之间,就构成了最小区域,两平面间的距离即为平面度误差。
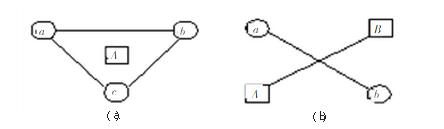
(2)交叉法则。图1(b)为交叉法则。图中点A、点B为鞍形实际面的最高点,点a、点b为最低点,过直线AB和过直线ab决定了一对平行平面,且两直线成交叉状态,则两平行平面就构成了最小区域,两平面间的距离即为平面度误差。
对三坐标测量而言,上述两种评价方式,都是由相应的特征点(最高点和最低点)通过计算得到的,可以这样讲,特征点的位置与数量,实际决定了平面度误差的大小。
另外,评价每一种要素都有一个最低测量点数,如:平面度测量,无论采用哪种法则,都至少要测4点,才能计算平面度误差;直线至少要测3点;圆至少要测4点;圆柱至少要测6点。一般情况下,如果测量条件与对象已经确定,那么测点越多,测得的误差值就越能反映测量对象的真实情况,但考虑到测量效率和经济性,测点不可能无限制的增多,特别是在某些精度与批量都要求比较高的场合,希望能够找到一个合适的测点数,使得测量设备既能较快地完成测量任务,又能较为真实地反映被测对象的实际情况。
3 总结
三坐标测量机作为一种全新的测量方式,已经 被越来越多的用户所接受和肯定,但由于测量原理的不同,该测量设备有其独特的测量规范。
在三坐标测量中,首先要对特征要素选择合适的测点数,测点数过少,会造成较大的误差;对于确定的测量对象,可以通过样本实验寻找合适的测点数(这对于批量的高精度测量更有意义),以保证测量的精度与效率;比较各类表面,精度高的表面获得的测值,比精度低的表面获得的测值更为可信,测点数对其影响也更小;手动取点误差大,应选用自动测量的方法。采点是三坐标测量的基础工作,为保证测量结果真实可信,应予充分重视。不论是形状误差、还是位置误差,或者尺寸的测量,有了正确的测点信息,才能保证计算评价的真实性。